

22 anni di esperienza
Produttore OEM di lavorazione di precisione CNC.
Cellulare: +8613998697660

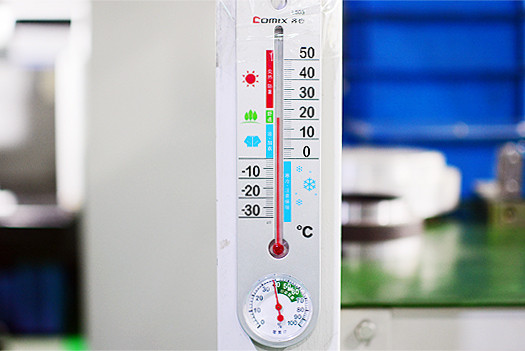
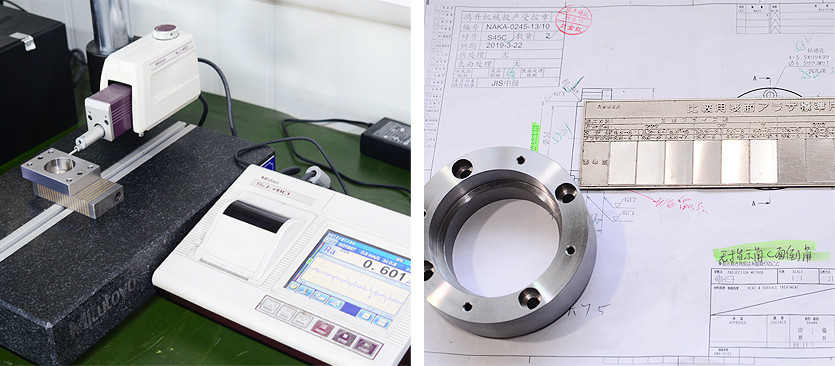
Il controllo della temperatura è compreso tra 18 e 22 gradi nella nostra sala di ispezione.
Al fine di garantire l'accuratezza dell'ispezione, le parti devono essere collocate nella sala di ispezione del termostato per più di quattro ore prima del controllo.


Le parti devono essere pulite prima dell'ispezione (per garantire che le parti siano misurate accuratamente).
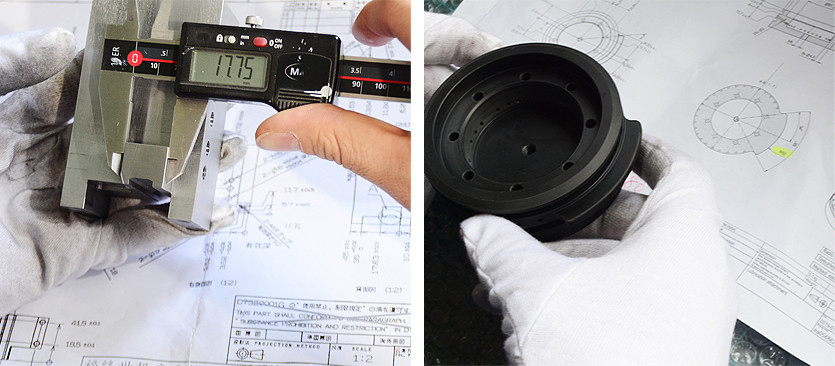
In primo luogo, il personale addetto all'ispezione di qualità verificherà se le parti sono coerenti con il disegno o meno, quindi determinare il disegno da utilizzare con la proiezione del terzo angolo o con la proiezione del primo angolo per il test.
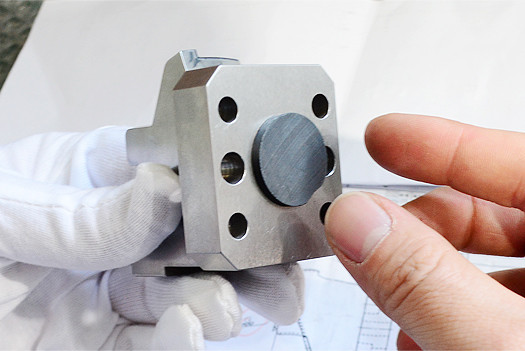
Verificare se il materiale delle parti sotto controllo è coerente con il disegno (l'acciaio inossidabile viene controllato con il magnete, confermare se le parti sono magnetiche o meno).
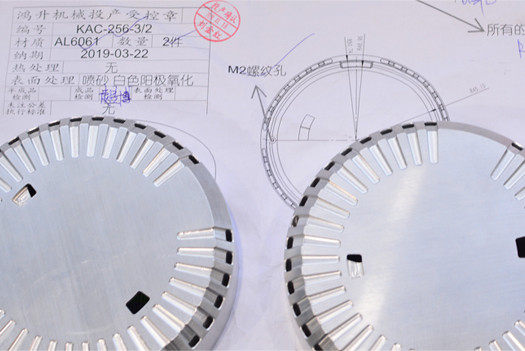
Verificare l'aspetto delle parti, controllare se la superficie presenta sbavature, graffi e lividi e se lo smusso è uniforme o meno.
Confermare se la quantità è coerente con il disegno.
Gli strumenti di ispezione devono essere prima corretti prima dell'ispezione, se non ci sono problemi, gli strumenti saranno utilizzati successivamente.

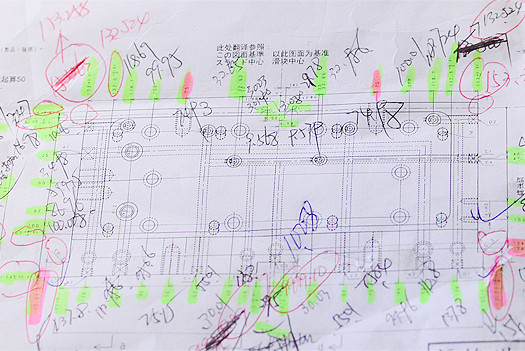
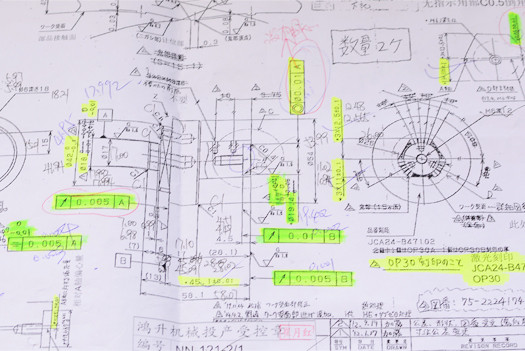
I principi di collaudo di Hongsheng sono tutte le parti devono essere controllati uno per uno per ogni misura sul disegno, ad eccezione di grandi quantità di parti, che saranno soggette ai commenti dei clienti per l'ispezione di campionamento. Se l'elemento di prova è avvenuto scarti, che sarà contrassegnato il contenuto degli scarti con la penna rossa sul disegno. Le note e la descrizione dei dati saranno scritte sul foglio di registrazione di inspecton dei rifiuti.
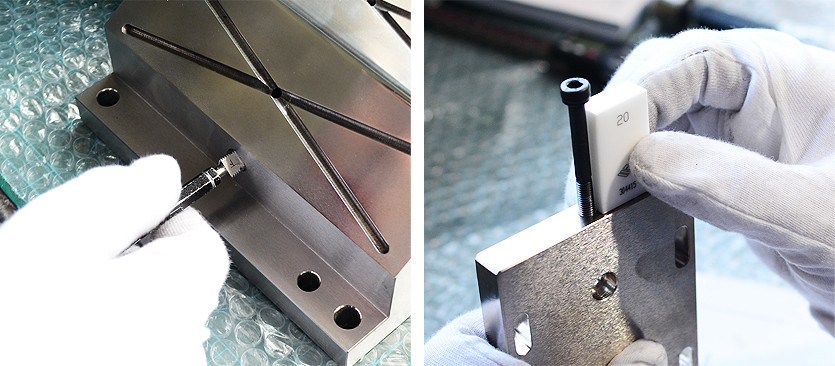
Rilevamento del filo: in primo luogo è da osservare se il filo è difettoso, in caso contrario, utilizzando il calibro Go / No per il rilevamento del filo. Il secondo è quello di testare la profondità e la perpendicolarità del filo, per giudicare se il filo è fine o grossolano, filo diritto o filetto conico. Per il controllo della perpendicolarità sono necessari i calibri a blocco e il Quadrato di precisione.
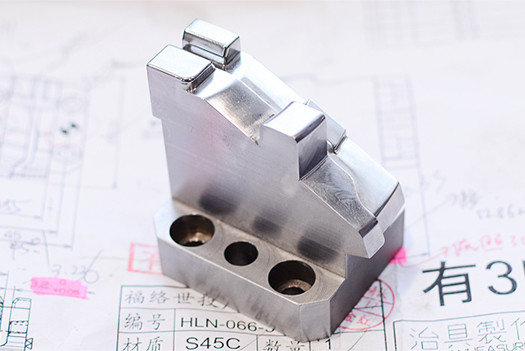
Per confermare tutti gli smussi, le note, l'angolo C e l'angolo R indicati sui disegni.
Ispezione della rugosità superficiale: la rugosità registrata sul disegno viene confrontata con il calibro misurato. Controllare la superficie che non è richiesta sul disegno ma è considerata importante.

Per selezionare la superficie senza tolleranza per la misurazione quando si utilizza il tester di durezza. Le figure contrassegnate sul disegno con i requisiti di durezza devono essere confrontate con i valori effettivi per verificare se sono qualificate.
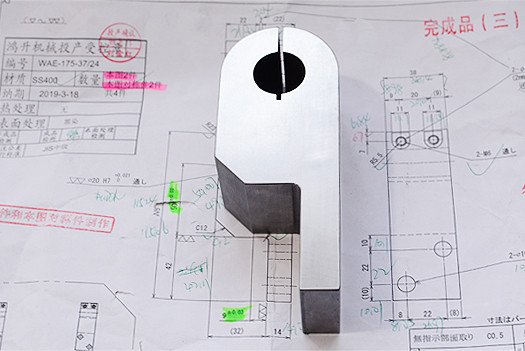
Controllare le note: è necessario controllare la concentricità, la rotondità, la linearità, la planarità, la simmetria, ecc. Registrate sul disegno. Tutte le dimensioni sono testate e registrate singolarmente.
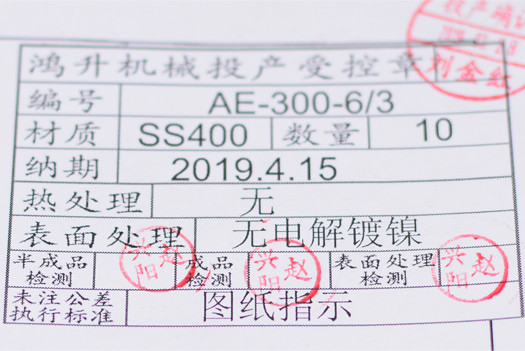
È necessario apporre il sigillo dell'ispettore sull'ispezione dei prodotti semilavorati, dei prodotti finiti e del trattamento delle superfici riportati sui disegni dopo il controllo.
Per confermare se le dimensioni del test hanno riservato la quantità di trattamento superficiale e prestare attenzione alla confezione del prodotto durante il trasporto prima del trattamento superficiale. Dopo il confezionamento, l'articolo di trattamento di superficie deve essere scritto su di esso. Per inserire i prodotti qualificati nel caso in cui le parti debbano essere trattate in superficie, nel frattempo i disegni vengono inseriti nella cartella con i requisiti corrispondenti.

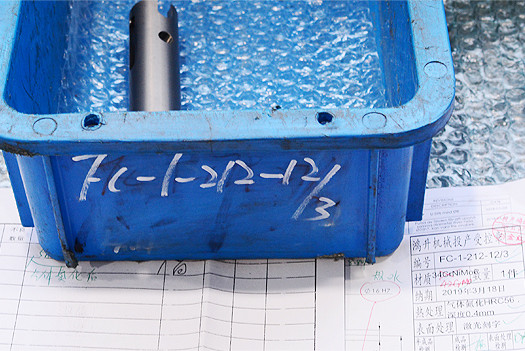
Per iniziare l'ispezione secondaria dei fori di tolleranza e l'ispezione dell'aspetto superficiale dopo il trattamento superficiale. Se non ci sono altri problemi, inserire i disegni e i prodotti insieme nella scatola con il numero di parte etichettato, quindi trasferire la scatola e il rapporto di prova nella stanza dei pacchetti.
Per essere sicuri che il numero di serie sulla scatola sia coerente con il prodotto nella fase di pre-confezionamento. Sotto le circostanze di inconsistenza, per modificare il numero corretto sulla parte esterna della scatola e altri dettagli.
- Cellulare
- *Titolo
- *Contenuto


Iscriviti a:
iscriviti per l'ultimo catalogo, nuovo design e promozione
- Telefono:
+86 411-87552333-87552333
- Email:
- globalxinan@dlhshjx.cn
- Indirizzo dettagliato:
- 15-2 Tianhua Road ETDZ Dalian